





Innovative technologies of magnesium deformation at low temperatures
Magnesium is of interest for various practical applications, since it has a high specific strength and stiffness, and low density. Due to the combination of these properties, magnesium and its alloys are great constructional materials for auto- and aircraft industries since low density of materials is an important parameter for solving the problem of reducing the weight of products.
However, deformation of magnesium presents several challenges. At low temperatures, magnesium and its alloys demonstrate low ductility and poor formability. It is caused by special features of hcp-crystal lattice magnesium has. Deformation of magnesium is performed generally at higher temperatures (higher than 150°C). It leads to surface oxidation, the growth of the grain size, the development of a sharp basic texture and, as a consequence, to decrease of mechanical properties.
Thus, reducing the deformation temperature of magnesium and increasing its ductility is an important research task.
Today, great attention is paid to the study of the influence of severe plastic deformation (SPD) on the microstructure and mechanical properties of metals and alloys. The results show that SPD leads to the formation of fine-grained and ultrafine-grained structure and an asymmetric texture in magnesium, and improved mechanical properties of materials.
The aim of this study is to develop and apply new methods of magnesium SPD at room and lower temperatures.
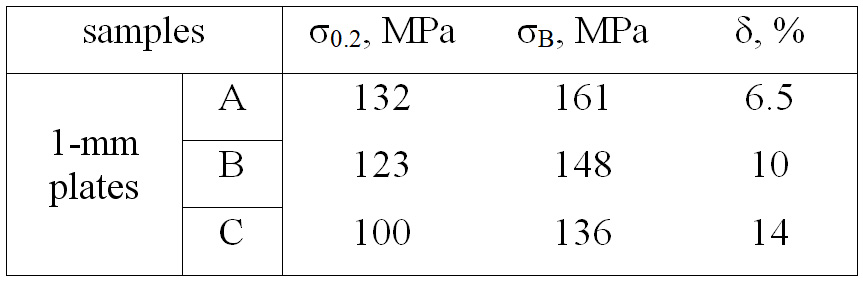
One of the methods we have developed is a method of cross-section, or lateral extrusion (LE), of magnesium at room temperature. We have got a RF patent for this technology. LE is performed as following: a cylindrical billet of magnesium with the coarse-grained structure is put in a steel container, at the bottom of which there is a gap of 30 mm in wide and 1 mm in thickness. A load is applied to the billet from above, and magnesium begins to flow out of the gap in the form of a long plate. As a result of LE, a significant grain structure refinement in magnesium is achieved: from 7-10 mm in the initial billet to ~ 3 μm in the obtained plate. Mechanical properties of magnesium plate are quite high (Tabl. 1). Generally, microstructure of the obtained 1-mm plates is heterogeneous: large grains are adjacent to areas of smaller grains. It was found, the degree of refinement and structure homogeneity as well as the mechanical properties depend on the initial texture of magnesium billet.
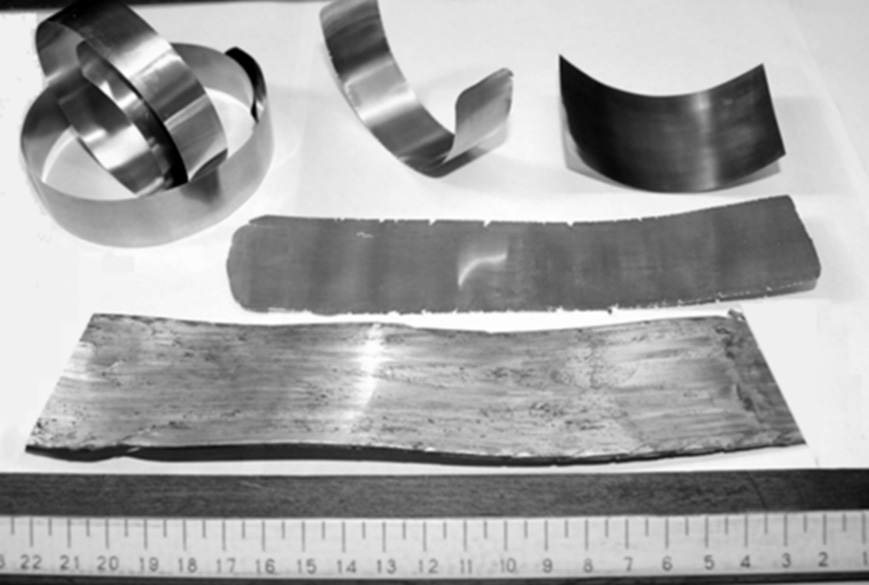
Moreover, it was found that plates obtained by LE of magnesium at room temperature can be deformed successfully by rolling up to foils of different thickness at room and cryogenic temperatures. Magnesium plates and foils are presented in Fig. 1.
LE-SPD method has been used for deformation of commercially pure magnesium. As for magnesium alloy, the experiments AZ-31 alloy has not led to positive results. To deform this alloy by LE at room temperature, the higher loads are required than we could perform using our equipment.
Instead of LE-deformation, we have design another one technology named as backward extrusion (BE). In this method, a magnesium-based alloy cylindrical billet is put in a steel container. When the load is applied to the billet, material begins to flow up, filling the gap between the container wall and the punch. As a result of BE-method, we have obtained magnesium cups with walls of different thicknesses (from 1 mm to 4 mm) (Fig. 2). To prevent cracking of magnesium during the formation of the cup wall, we have developed an original method of back pressure. The high of the cup-wall and the diameter depend on the sizes of the initial billet. Mg-cups with wall thickness of 150 μm and high of the cup of 10 mm, and diameter of 8 mm.
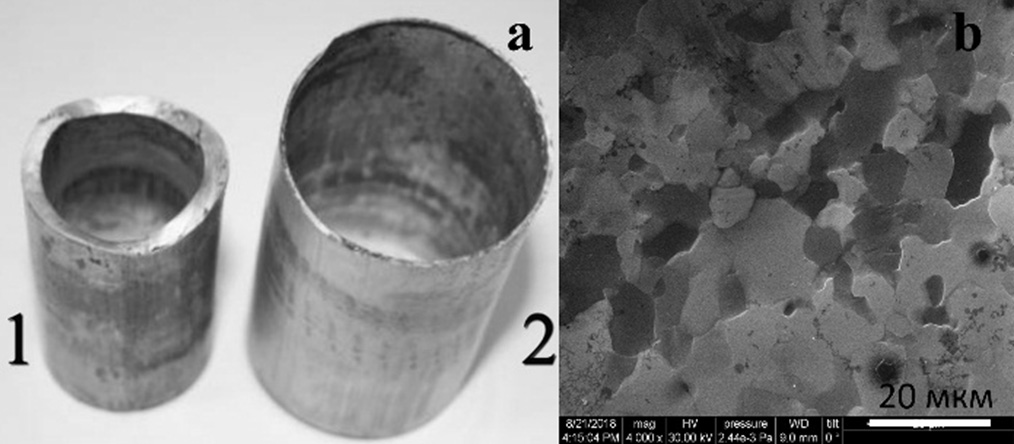
Microstructure of magnesium after BE resembles the structure of magnesium after LE: large grains are surrounded by smaller ones, the average size is about 5 μm. The Mg-wall has high plasticity, which made it possible to roll it up to 150-μm foil at room temperature. BE-method can be successfully applied to obtain thin-walled cups of AZ-31 alloy. However, the deformation of the magnesium alloy billet is possible only after preheating of the AZ-31 billet up to 150°C. The wall of alloy cup could be rolled as well up to 200 μm. at room temperature. The strength properties of the obtained AZ-31 foil by BE and rolling are high, for example, the yield strength is 303 MPa.
The technologies of Mg deformation we offer could contribute to the development of technologies for deformation processing of low-plastic materials with the possibility of obtaining a fine-grained structure with high mechanical properties at low temperatures.
Magnesium after our deformation treatment could be used:
Research team:
Publications: